Favore.pl
Sprawdzeni wykonawcy i najlepsi dostawcy
PRODUCENT CHŁODNIC nr 431507
Lokalizacja: Lubin (woj. dolnośląskie)
GALERIA



WYŚLIJ ZAPYTANIE
INFORMACJE
Użytkownik
AS-TECHNIK (1)Ranga użytkownika
Dowiedz się więcej » ZweryfikowanyFavore.pl potwierdza prawdziwość danych kontaktowych tego wykonawcy
Wyślij zapytanie
Wyświetl wizytówkę
Dowiedz się więcej » ZweryfikowanyFavore.pl potwierdza prawdziwość danych kontaktowych tego wykonawcy
Wyślij zapytanie
Wyświetl wizytówkę
Kontakt
Andrzej Wolanin Stanisław Gierczuk
Zakład Techniki Chłodniczej "AS-TECHNIK" s.c.
Wyślij e-mail
Różana 1 Obora
59-335 Lubin
tel: 768460856768460856
fax: 768460856
Pokaż na mapie
Uwaga: podczas kontaktu zapytaj o rabat dla klientów favore.pl
Zakład Techniki Chłodniczej "AS-TECHNIK" s.c.
Wyślij e-mail
Różana 1 Obora
59-335 Lubin
tel: 768460856768460856
fax: 768460856
Pokaż na mapie
Uwaga: podczas kontaktu zapytaj o rabat dla klientów favore.pl
Strona WWW
brak
Godziny
pn-pt:
06:00-15:00
OPIS USŁUGI
Zakład Techniki Chłodniczej AS-TECHNIK S.C. Andrzej Wolanin, Stanisław Gierczuk
59-335 Lubin Obora, ul. Różana 1
NIP Wyślij e-mail REGON Wyślij e-mail D-U-N-S®: Wyślij e-mail
tel./fax 76-846-08-56
tel. kom. 502-895-247, 607-880-590
e-mail:
Biuro – Wyślij e-mail
Andrzej Wolanin – Wyślij e-mail
Stanisław Gierczuk – Wyślij e-mail
Finanse – Wyślij e-mail
Konstruktor – Wyślij e-mail
Produkcja – Wyślij e-mail
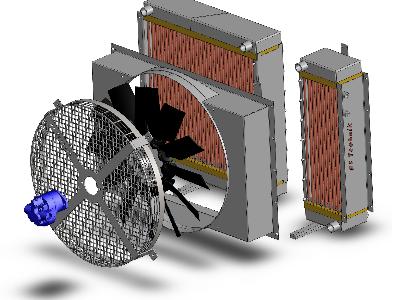
Zakład Techniki Chłodniczej producent chłodnic AS-Technik przedstawia ofertę na chłodnice do maszyn i urządzeń górniczych pracujących w podziemnych wyrobiskach zakładów górniczych oraz dla przemysłu powierzchniowego.
Projektujemy i produkujemy specjalne chłodnice (chłodnice powietrza, wody i oleju), które są dostosowane do najwyższych wymagań w zakresie wytrzymałości na ciśnienie, wymiany ciepła oraz wszelkich narażeń środowiskowych panujących w kopalniach jak również w różnych gałęziach przemysłu.
W ramach rozszerzenia działalności i sprostaniu zapotrzebowania rynku, wprowadziliśmy do naszej oferty obudowy specjalne. Obudowy te są produkowane w oparciu o indywidualny projekt Klienta i uwzględniają specyficzne potrzeby w zakresie np. kształtu, wymiarów, ilości drzwi, ilości i wymiarów otworów, zacisków uziemiających, klatek ochronnych, zamocowań, koloru, itp.
Opis pakietu:
Dzięki zastosowaniu tłoczonego, mosiężnego dna sitowego uzyskaliśmy wyjątkową wytrzymałość mechaniczną i antykorozyjną. Wzmocniona warstwa blachy w miejscu styku sitownicy z rurką, brak możliwości wnikania zanieczyszczeń we wgłębienia oraz kieszenie lutownicze umożliwiające pewne i trwałe zamocowanie rurek w sitownicy skutkują wytrzymałą konstrukcją przeznaczoną na najcięższe warunki. Poza tym, stosujemy wyłącznie luty twarde o Rm >250MPa będące zgodne chemicznie i fizycznie z zastosowanymi materiałami, dzięki czemu nie występuje zjawisko korozji galwanicznej.
Dna sitowe
Dodatkowo, tłoczenia powodują możliwość kompensacji naprężeń występujących na co dzień w aplikacjach przeznaczonych do górnictwa, dzięki czemu nasze rozwiązanie jest bardzo trwałe. Ciśnienia rzędu 25 bar, temperatury przekraczające 220 st.C oraz trudne warunki eksploatacyjne (zapylenie, wstrząsy, agresywna chemia otoczenia) nie sprawiają naszym konstrukcjom żadnych problemów.
Mocowanie lameli do rur
Niezwykle istotne jest osadzenie lameli na rurach, gdyż tylko bezstykowe połączenie zapewnia optymalne warunki do skutecznej wymiany ciepła. Nasze produkty charakteryzują się mechanicznym połączeniem lameli na rurach. Rury te są rozpęczane na kołnierzykach lameli posiadających unikalną geometrię. W przeciwieństwie do produktów oferowanych przez konkurencję, nasze chłodnice nigdy nie utracą tego połączenia, dzięki czemu chłodnica nie zmniejszy swojej sprawności cieplnej. Dzięki geometrii przestawnej (Fig 2), oraz rurom okrągłym, nasze wyroby cechują się kolejną istotną cechą minimalnym zabrudzeniem w stosunku do innych rozwiązań dostępnych na rynku, co przekłada sie na wydajność cieplną. Jest to szczególnie ważne w środowisku mocnego zapylenia i wilgoci.
Stosowane materiały
Zastosowane grubości i rodzaje materiałów w naszych chłodnicach zapewniają bezawaryjną pracę przez bardzo długi okres, spełniając jednocześnie najwyższe wymagania co do procesu wymiany ciepła. Proces ten jest dodatkowo wspomagany unikalną geometrię rur i lameli.
Rury
miedziane (CuDHP wg ISO), ciągnione o grubości 0,8mm ( grubsze o ponad 2,2 razy od konkurencji)
Dna sitowe
mosiężne (CuZn37 wg ISO / M63 wg PN): 1,5mm (grubsze o ponad 25% od konkurencji)
Lamele
miedziane (CuDHP wg ISO): grubsze ponad dwukrotnie od konkurencji Dodatkowo stosujemy certyfikowaną stal dobraną specjalnie pod wymagania ( standardowo S235JRG2, S355JH oraz kotłową P 265GH wg. ISO)
Rury żebrowane bimetaliczne
Firma AS Technik w budowie chłodnic i wymienników ciepła wykorzystuje również bimetaliczne rury żebrowane łączone do sitownicy za pomocą spawania elektrycznego. Cechują się one niezwykłą wytrzymałością mechaniczną (ciśnienie do 50 bar, temperatura do 350°C), zadowalającymi parametrami wymiany ciepła oraz łatwym czyszczeniem w przypadku ewentualnego zanieczyszczenia. W odróżnieniu od konkurencji, stosujemy rury o wyższej sprawności wymiany ciepła przekłada się to na wydajniejszy nawet o 30% układ. Nasze rury mają również o 25% niższe przestrzenie pomiędzy żebrami, dzięki czemu zanieczyszczenia nie wnikają tak głęboko, co objawia się mniejszym zabrudzeniem w trakcie eksploatacji. Dodatkowo, proces samooczyszczenia wspomagany jest dwumilimetrowymi przestrzeniami pomiędzy rurami.
Modułowa budowa chłodnic
Budowa chłodnic produkowanych przez AS Technik ma na celu maksymalne ułatwienie eksploatacji użytkownikowi bezpośrednio w warunkach dołowych. Modułowa budowa naszych chłodnic zapewnia możliwość ich montażu i demontażu w nawet w warunkach przodkowych. Przypadkowe uszkodzenie jednego z modułów chłodnicy nie powoduje konieczności wymiany całej chłodnicy, lecz istnieje możliwość prostego i szybkiego zamontowania wymaganego modułu.
Uniwersalność konstrukcji
Dodatkowo, ze względu na różnorodność istniejących konstrukcji i odmian chłodnic dostępnych na rynku, jak również z niedostatecznym oznaczeniem przez konkurencyjnych producentów swoich wariantów, firma AS Technik wychodząc naprzeciw oczekiwaniom klientów i użytkowników, montuje w swoich wyrobach specjalne adaptery oraz części alternatywne (osłony BHP, mocowania, płyty przesuwne), dzięki czemu nasze chłodnice pasują do wszystkich istniejących maszyn używanych w KGHM.
Zaawansowana technologia
W trakcie budowy naszych wyrobów stosowane są najnowocześniejsze technologie obróbki materiałów (Lasery CNC, WaterJet, precyzyjne prasy krawędziowe, prasy hydrauliczne oraz wykrawarki otworów), zapewniające doskonałą dokładność budowy naszych produktów, z tolerancjami na poziomie IT14 (±0,87 dla zakresu długości 80120mm). Dodatkowo obróbka mechaniczna na frezarkach sterowanych numerycznie oraz rewolwerowych tokarkach CNCzapewnia dokładność wykonania na poziomie ±0,01mm wszędzie tam, gdzie jest to potrzebne.
Używane oprogramowanie
Wszystkie nasze chłodnice projektowaliśmy przy pomocy zaawansowanych narzędzi inżynierskich, takich jak SolidWorks, wspomaganego przez BriscCada oraz program PhotoView360. Dobór wentylatorów oraz ich optymalizacja odbywa się w programie Optimiser. Dzięki temu jesteśmy w stanie współpracować na poziomie konstruktorskim z producentami maszyn, przedstawiając i modyfikując w bardzo krótkim czasie projekty w postaci modeli.
Produkcja
W naszym zakładzie stosujemy obecnie sprawdzone i uznane metody wytwarzania, takie jak spawanie łukowe (135 MAG, 131 MIG, 141TIG), twarde lutowanie płomieniowe (metoda 912), jednakże w celach rozwoju i przodowania w skutecznej innowacyjności, stosujemy również alternatywne metody wytwarzania, jak na przykład lutospawanie łukowe przy pomocy drutu miedzianokrzemowego(metoda 972).Cały proces produkcyjny, zaczynając od projektu, poprzez przygotowanie produkcji, wykonawstwo, aż po kontrolę jakości przebiega zgodnie z obowiązującymi przepisami oraz Warunkami Urzędu Dozoru technicznego WUDT/UC/2003.
Wszelkie prawa zastrzeżone ©AS Technik
Zapraszam serdecznie do kontaktu poprzez formularz.
Oddzwonię lub odpiszę niezwłocznie.
SŁOWA KLUCZOWE
INFORMACJE
Użytkownik
AS-TECHNIK (1)Ranga użytkownika
Dowiedz się więcej » ZweryfikowanyFavore.pl potwierdza prawdziwość danych kontaktowych tego wykonawcy
Wyślij zapytanie
Wyświetl wizytówkę
Dowiedz się więcej » ZweryfikowanyFavore.pl potwierdza prawdziwość danych kontaktowych tego wykonawcy
Wyślij zapytanie
Wyświetl wizytówkę
Kontakt
Andrzej Wolanin Stanisław Gierczuk
Zakład Techniki Chłodniczej "AS-TECHNIK" s.c.
Wyślij e-mail
Różana 1 Obora
59-335 Lubin
tel: 768460856768460856
fax: 768460856
Pokaż na mapie
Uwaga: podczas kontaktu zapytaj o rabat dla klientów favore.pl
Zakład Techniki Chłodniczej "AS-TECHNIK" s.c.
Wyślij e-mail
Różana 1 Obora
59-335 Lubin
tel: 768460856768460856
fax: 768460856
Pokaż na mapie
Uwaga: podczas kontaktu zapytaj o rabat dla klientów favore.pl
Strona WWW
brak
Godziny
pn-pt:
06:00-15:00
OPINIE O UŻYTKOWNIKU AS-TECHNIK
brak opinii neutralnych - pokaż wszystkie opinie
W trosce o wiarygodność opinii oraz reputację usługodawców rejestrujemy adresy IP komputerów, z których wystawiane są opinie.
Użytkownik wystawiający opinię proszony jest również o podanie danych kontaktowych, które nie są jednakże weryfikowane.
Użytkownik wystawiający opinię proszony jest również o podanie danych kontaktowych, które nie są jednakże weryfikowane.
brak opinii neutralnych - pokaż wszystkie opinie
PRODUCENT CHŁODNIC - galeria
PRODUCENT CHŁODNIC Oceń:
 - średnia ocen: 4 na 5 (liczba ocen: 9)
- średnia ocen: 4 na 5 (liczba ocen: 9)
Poprzednia usługa: Wynajem samochodów Następna usługa: PROJEKTOWANIE I ARANŻACJA WNĘTRZ
PRODUCENT CHŁODNIC Oceń:
- średnia ocen: 4 na 5 (liczba ocen: 9)Poprzednia usługa: Wynajem samochodów Następna usługa: PROJEKTOWANIE I ARANŻACJA WNĘTRZ